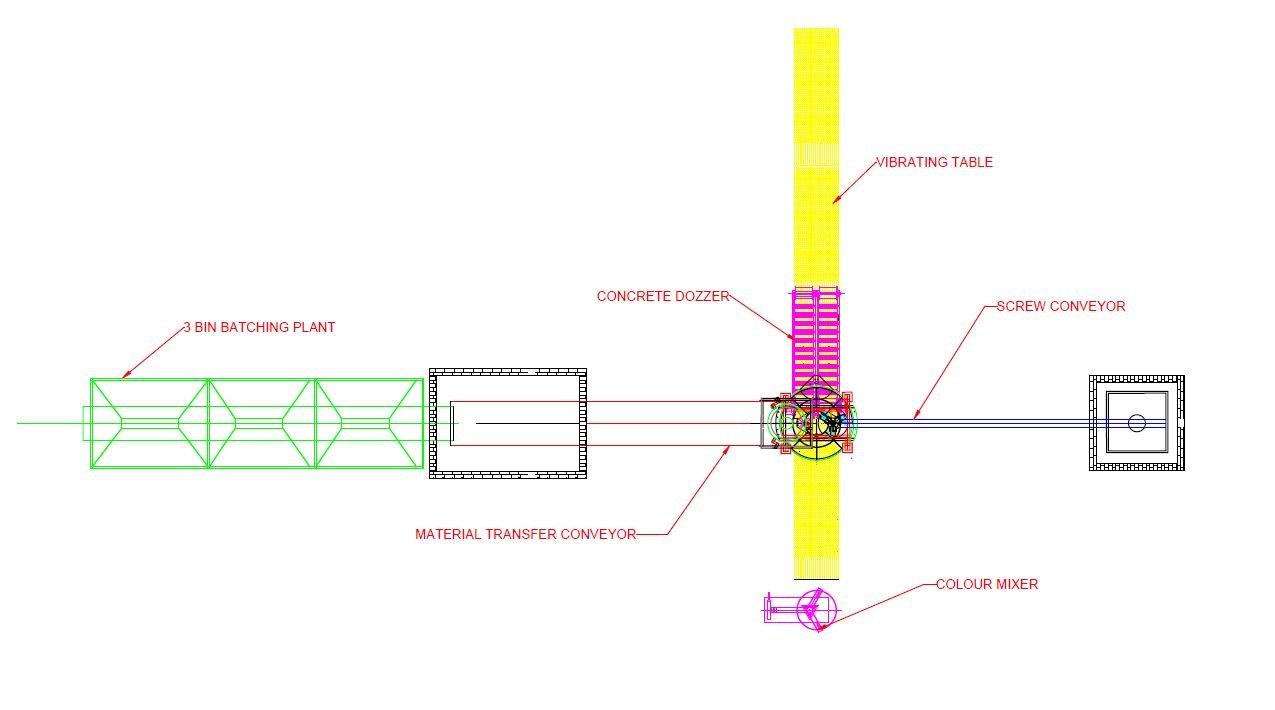
Fully Automatic Paver Block Plant 6000 sqft Capacity
Maximize efficiency with our fully automatic paver block plant, capable of a massive 6,000 sqft or 20,000 paver blocks per shift, engineered for industrial grade performance. Are you looking for a high production, reliable, and cost effective paver block manufacturing solution? At Balaji Construction Machines & Spares, we specialize in engineering top tier machinery designed to elevate your business. Our state of the art Automatic Rubber Mould Paver Block Plant is engineered to deliver industry leading production capacity while ensuring premium quality finishing for every single block.
Whether you are scaling up an existing operation or starting a new manufacturing venture, our fully automated systems are built to provide smooth, efficient, and uninterrupted operation.
Production Capacity
Time is money in the manufacturing industry. Our automatic plants are optimized for maximum output without compromising on the structural integrity or aesthetic finish of the paver blocks. Operating within a standard 8 hour shift, our machinery offers flexible setups to meet your demands:
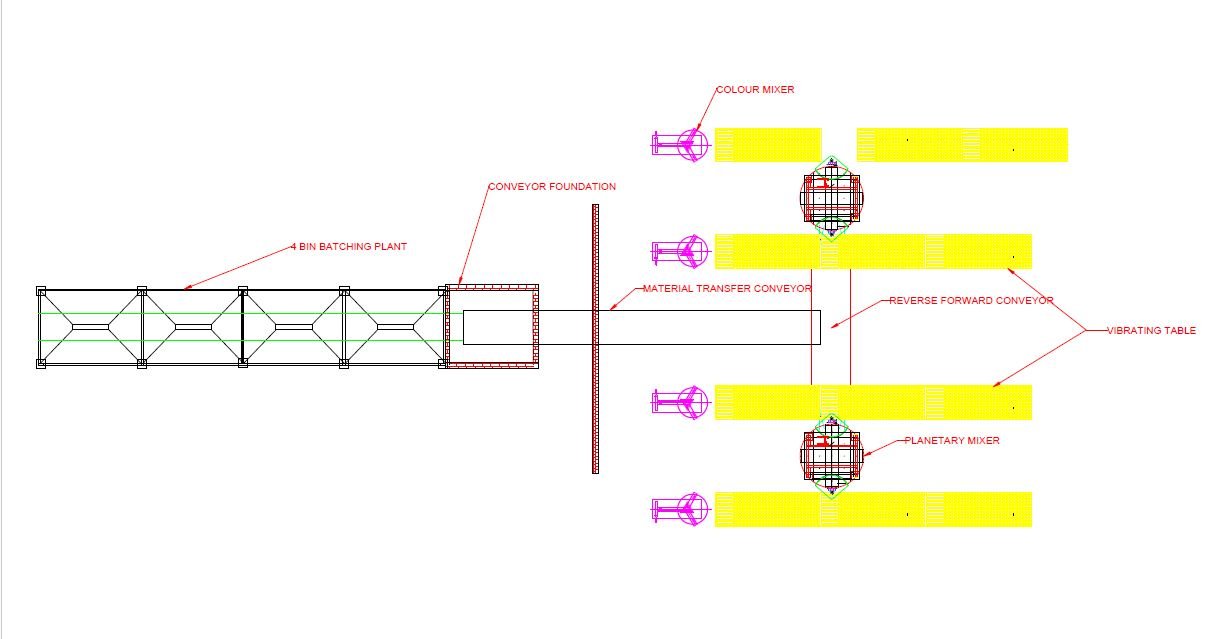
1. Single Line Setup: Produces up to 10,000 paver blocks per day.
2. Double Line Setup: Produces up to 20,000 paver blocks per day.